
УКРМ и фильтрация гармоник на предприятиях производства строительных материалов
Анонс: Производство строительных материалов и особенности технологий на примере отечественных кирпичных заводах. Специфика нагрузки и качестве электроэнергии в силовых сетях производства кирпича. Компенсация реактивной мощности и устранение гармоник силовой сети кирпичного завода.
Производство строительных материалов очень емкое по номенклатуре предлагаемой продукции, технологиям, используемому оборудованию, энергопотреблению. К наиболее энергоемким направлениям этой отрасли индустрии относят производство железобетонных плит, перекрытий, изделий из легких и ячеистых бетонов, штучных материалов для строительства, в том числе керамического кирпича. На примере отечественных заводов по производству керамического кирпича показана типовая специфика нагрузки в отрасли, состояния силовых сетей и качества электроэнергии на крупных и средних объектах.
Особенности технологий производства строительных материалов на примере отечественных кирпичных заводов.
Все заводы по производству керамического кирпича в России, в том числе поризованного с повышенным сопротивлением теплопередаче условно делят по способу формования кирпича, по сути, определяющего производительность предприятия и номенклатуру выпускаемой продукции. Небольшие и средние (по производительности) предприятия при изготовлении кирпича преимущественно используют способ полусухого формования изделий на механических или гидравлических прессах, крупные заводы – способ пластического формования на ленточных вакуумных прессах с последующей резкой кирпича-сырца на резательных агрегатах и накатыванием рисунка (на лицевом кирпиче).
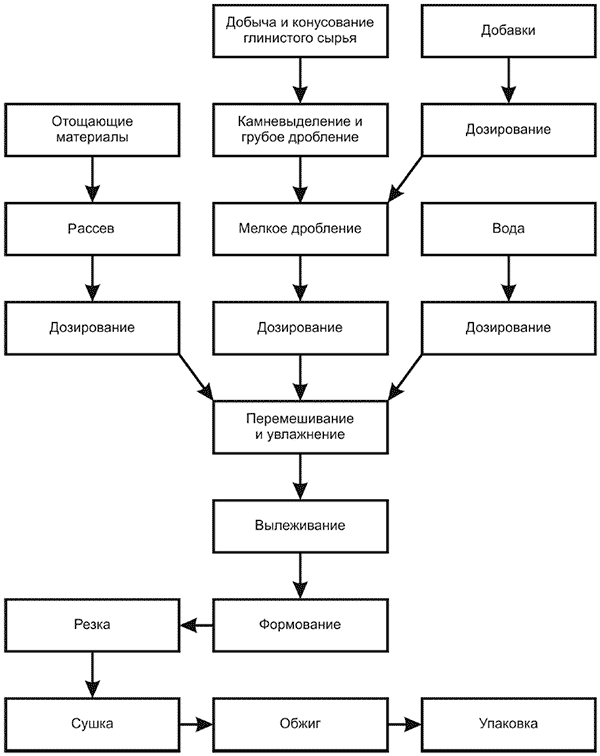
При изготовлении поризованного кирпича к базовым глинистым (глина, суглинки и сланцы в зависимости от месторождения) и отощающим (песок, шамот) материалам добавляют измельченные опилки, выгорающие при отжиге и формирующие пористую макроструктуру в изделиях. В остальном технологии изготовления керамического кирпича сходны и включают переработку, подготовку сырья, приготовление формовочной массы – шихты, выдержку (вылеживание) формовочной массы в шихтозапасниках для гомогенизации влаги по объему, формование изделий, резка (для пластического способа), сушка, обжиг и упаковка готового продукта.
Особенности нагрузки и качестве электроэнергии в силовых сетях производства кирпича.
Условно из процесса производства керамического кирпича можно выделить 2 больших стадии, разделенных этапом долговременного вылеживания формовочной массы в шихтозапасниках – на первой стадии подготавливаются и смешиваются в формовочную массу сырьевые материалы, на второй – формуются готовые изделия с требуемыми геометрическими размерами и регламентированным пакетом эксплуатационных свойств, получаемых контролируемой высокотемпературной обработкой глинистых минералов в туннельных (иногда кольцевых) газовых, реже электрических печах.
Типовое электрооборудование первой стадии производства керамического кирпича.
С мест хранения глинистые и отощающие материалы подаются ковшовыми экскаваторами на ящичные питатели (или иной вид транспортеров), доставляющие сырье на вибрационные грохоты, дробилки, рыхлители, агрегаты грубого и мелкого помола, стержневые мельницы, а затем на двухвальные смесители, бегуны мокрого помола, смесители лопастного или барабанного типа.
На превалирующем большинстве модернизированных и всех новых кирпичных заводов транспортное, дробильное, дозирующее, смешивающее оборудование имеет электропривод постоянного тока с асинхронными двигателями, запитанными от инвертора – ШИМ преобразователя, что определяет, как значительную потребность в реактивной энергии нагрузки, так и существенное засорение сети гармониками, порядок и интенсивность которых в целом зависит от типа преобразователя (см. типовой спектральный состав токов электроприводов на базе 12-ти и 6-ти ШИМ преобразователей здесь)
Типовое электрооборудование второй стадии производства керамического кирпича.
На втором этапе производства шихта с усредненной влажностью с помощью транспортеров подается на ленточные вакуумные прессы (или гидравлические, механические при полусухом способе формования) и резательные линии, где основную нагрузку формируют асинхронные двигатели насосных агрегатов компрессоров и электроприводы постоянного тока. Загрузка передаточных тележек, сушильных вагонеток выполняется портальными манипуляторами-автоукладчиками, перемещение – толкателями, как правило, с электроприводами, управляемыми через контроллеры на полупроводниковых схемах, которые генерируют гармонические возмущения в сеть.
Для сушки кирпича используются электропечи, для отжига – газовые туннельные или кольцевые печи с электроприводом постоянного или переменного тока. Дополнительную реактивную нагрузку на силовую сеть оказывают электродвигатели систем аспирации, вентиляции, водоподготовки, водоотведения, водоочистки. Системы освещения и особенно энергосберегающего, а также центры обработки данных, контроля и управления генерируют в сети гармоники четных и нечетных порядков, а часто и интергармоники, что в совокупности с гармоническими возмущениями от ШИМ преобразователей может снизить качество электроэнергии в сети до критического уровня.
Компенсация реактивной мощности и устранение гармоник силовой сети кирпичного завода.
Важно: Компания «МИРКОН» напоминает менеджментам предприятий и комплексов по производству комплексных удобрений, что Постановлениями Правительства РФ N 937 от 13.08.2018 и N 1622 от 21.12.2018 в «Правила недискриминационного доступа...» внесены изменения, обязывающие потребителя обеспечивать:
- надлежащее техническое состояние и функциональность оборудования, регулирующего реактивную мощность (пункт «в» п.14 раздела II);
- показатели качества электроэнергии и соотношения потребления активной и реактивной мощности, соответствующие обязательным требованиям ТУ на подключение (пункт «е» п.14 раздела II).
Поэтому компания «МИРКОН» рекомендует использовать в силовых сетях кирпичных заводов для:
- нивелирования перетоков реактивной энергии:
- комбинированный способ компенсации реактивной мощности с определением оптимальных мест интеграции конденсаторных установок по анализам полного энергетического аудита объекта, позволяющим определить режим и характер нагрузки в разных сегментах сети;
- дроссельные или иные УКРМФ с пассивными фильтрами гармоник, устраняющими риски выхода из строя конденсаторов и батарей из-за резонанса токов; быстродействующие УКРМТ (или УКРМТФ) с тиристорным управлением для сегментов сети с быстроизменяющейся потребностью в реактивной энергии;
- гибридные УКРМФ или УКРМТФ, менее дорогие своих полностью автоматических аналогов с одной нерегулируемой ступенью, используемой для срезания фоновой (постоянной) потребности в реактивной энергии; - повышения качества электроэнергии:
- локализацию источников гармонических возмущений в местах, определенных при энергоаудите с применением мониторинга, регистрации, расчета показателей качества электроэнергии по максимально полному пакету параметров (см. более детально здесь);
- активные фильтры гармоник с максимально близким подключением к источнику гармоник, что позволит уменьшить мощность фильтра, полупроводниковых элементов цепи и, соответственно, стоимость устройства;
- гибридные фильтры гармоник – менее дорогие, чем активные фильтры той же мощности за счет использования наряду с активной частью пассивного колебательного контура, который шунтирует наиболее интенсивные гармоники низких порядков от источника возмущений в сеть.

| Наименование | Кол-во, шт. |
| Автоматический выключатель ABB 200А | 7 |
| HGM400E 3PT4S0000C 00350F 221-350A ток к.з. 45kA AC380/415В | 1 |
| Наименование | Кол-во, шт. |
| Конденсаторная установка УКРМ 0,4-75-5 У3 IP54 | 1 |
| Наименование | Кол-во, шт. |
| Конденсаторная установка УКРМ-0,4-400-25 У3 IP31 | 1 |
| Наименование | Кол-во, шт. |
| Конденсаторная установка КРМ-0,4-250-12,5 У3 | 1 |
| Наименование | Кол-во, шт. |
| Конденсаторная установка УКРМ-0,4-30-10 У3 (Конденсаторы SE) | 4 |

(многоканальный) +7(916) 227-27-07
(WhatsApp)